レーザー切断,タレパン加工,YAG(ヤグ)溶接等の精密板金加工なら三重県鈴鹿市のイトーレイネツ
TEL. 059-382-1578
〒513-0032 三重県鈴鹿市池田町1130-1
精密板金加工Precision sheet metal
| 精密板金加工とは金属板材を切断、穴あけ、曲げ、結合(溶接)等をして 形にしていく加工です。基本の流れとしましてはお客様から頂いた図面を 板金展開し(CAD)⇒板材への割り付けデータ製作(CAM)⇒抜き加工⇒ 前仕上げやタップ等の加工⇒曲げ加工⇒溶接組立加工⇒後仕上げをして 製品に致します。 ブラケット、カバー、タンク、フレーム、ダクト等、板材から製作できる ものを多岐にわたりOEM製作しています。 様々な分野のお客様からご注文を頂いて高い評価を頂いています。 お気軽にお問合せ下さい。 機械詳細は設備情報に提示しています。 製品は≪製作実例≫にてご紹介しています。 |
![]() 画像クリックで拡大表示します。
画像クリックで拡大表示します。
| ▼ レーザー溶接 | |
  【他画像1】 【他画像2】 |
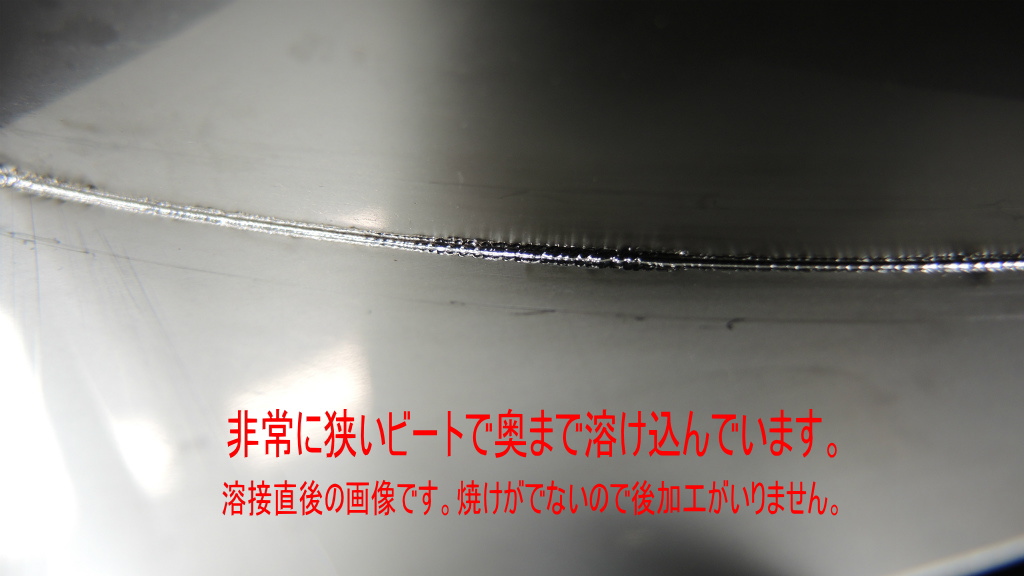
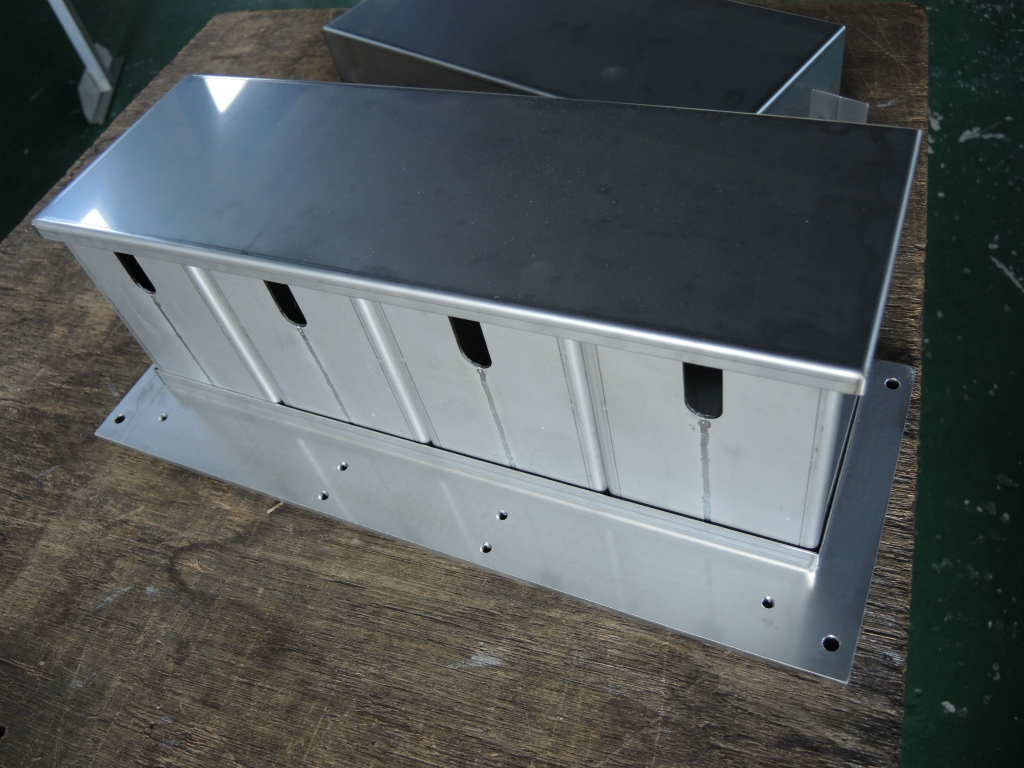
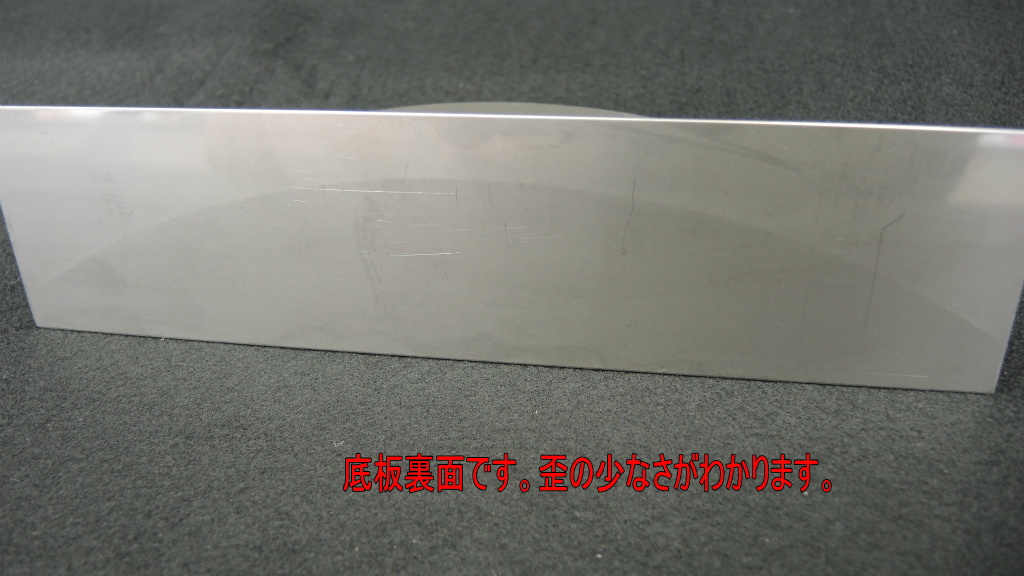
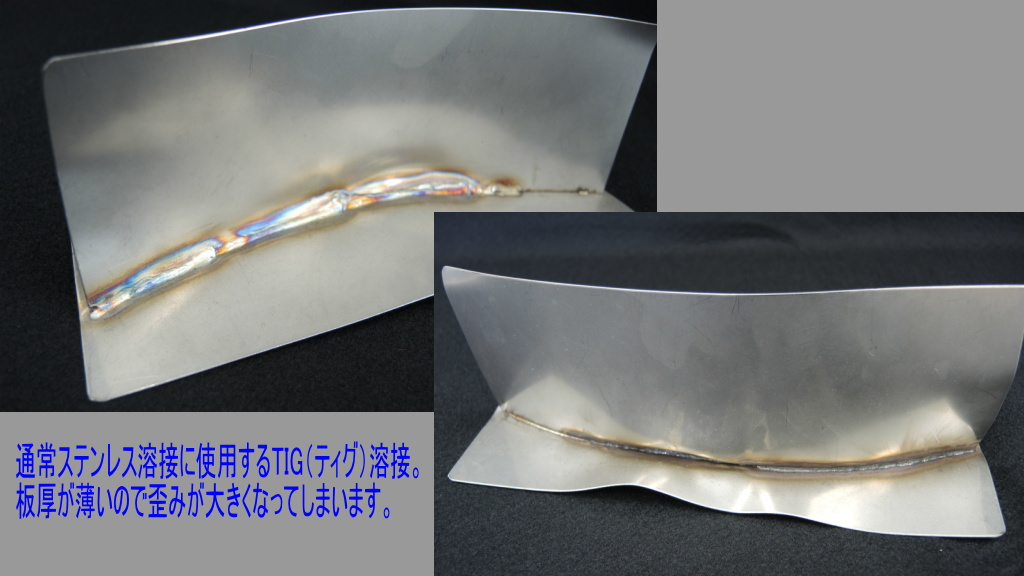
溶接機がハンディタイプですのでとても 柔軟に溶接加工ができ、 短納期にも対応致します。 レーザー溶接の強みは 歪の少なさ、仕上がりのキレイさです。 また溶接後処理の必要がありません。 特に薄板溶接のカバー等や 長距離の全溶接製品等に威力を発揮します。 |
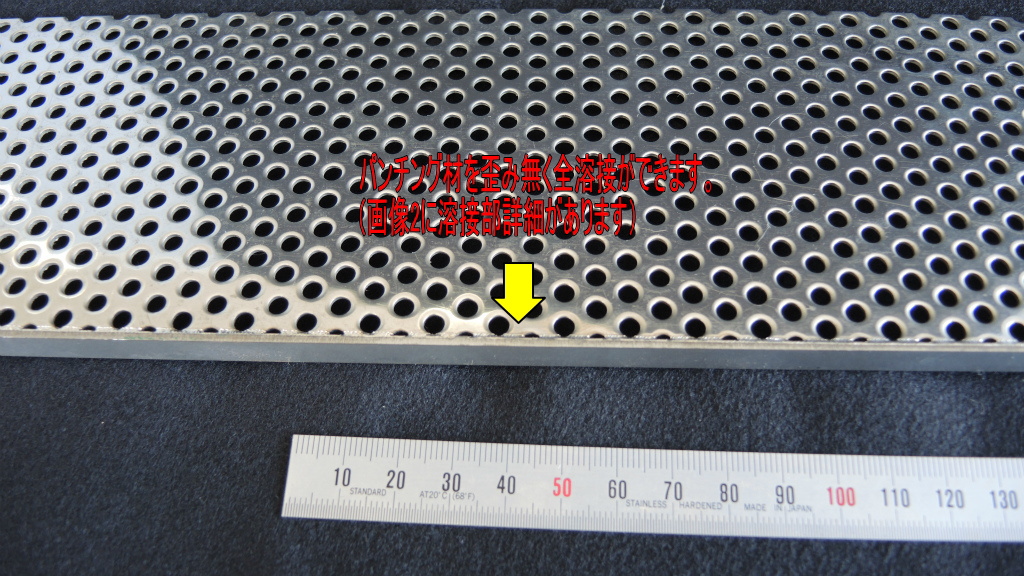 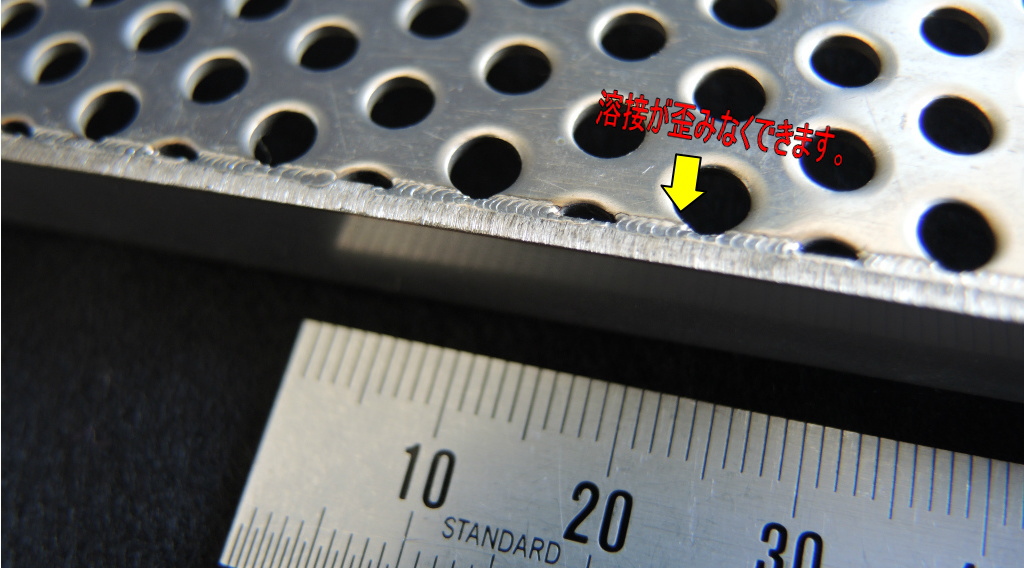 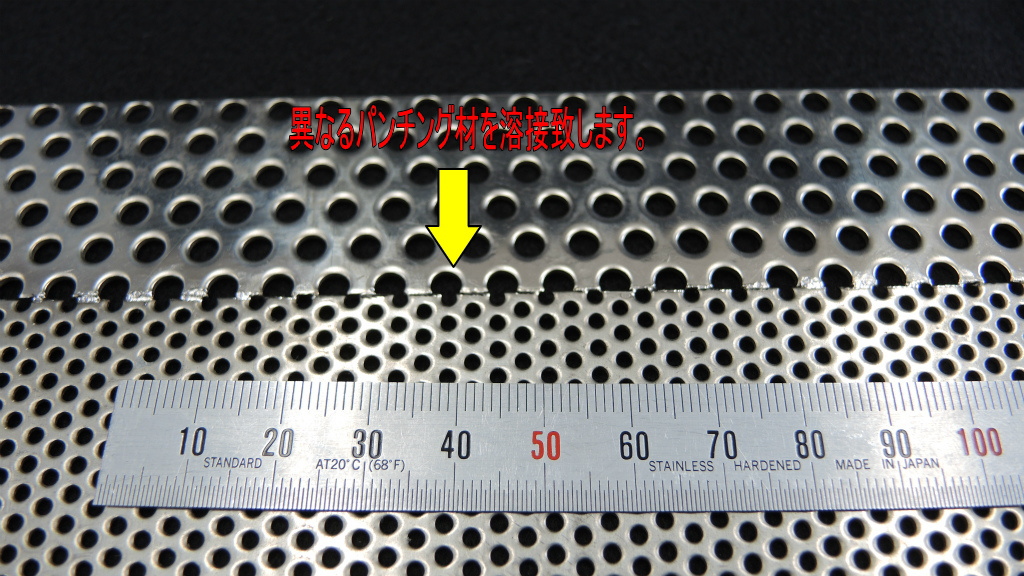 |
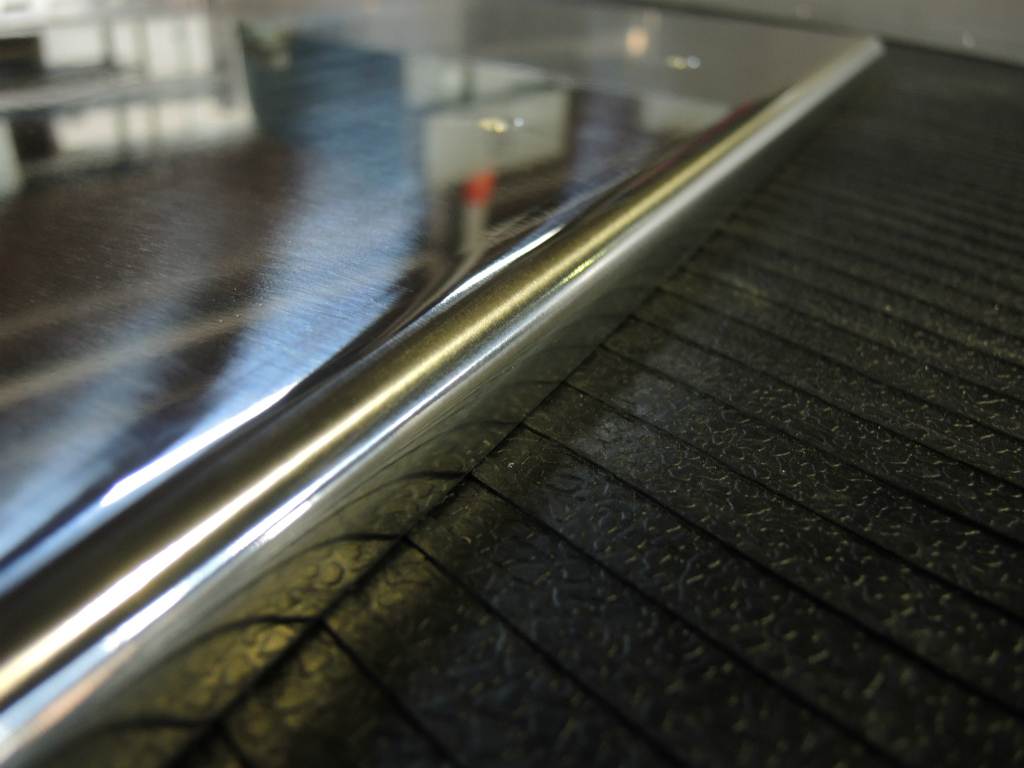
レーザー溶接事例です。 パンチング材の溶接を歪みなくかつ強固に できないかと以来を受けました。 お客様も弊社も満足の加工ができました。 また異種パンチング材などの溶接も歪み無く 美しく加工致します。 こんな溶接できないか?等ご相談下さい。 |
| ▼ CAD/CAM | |
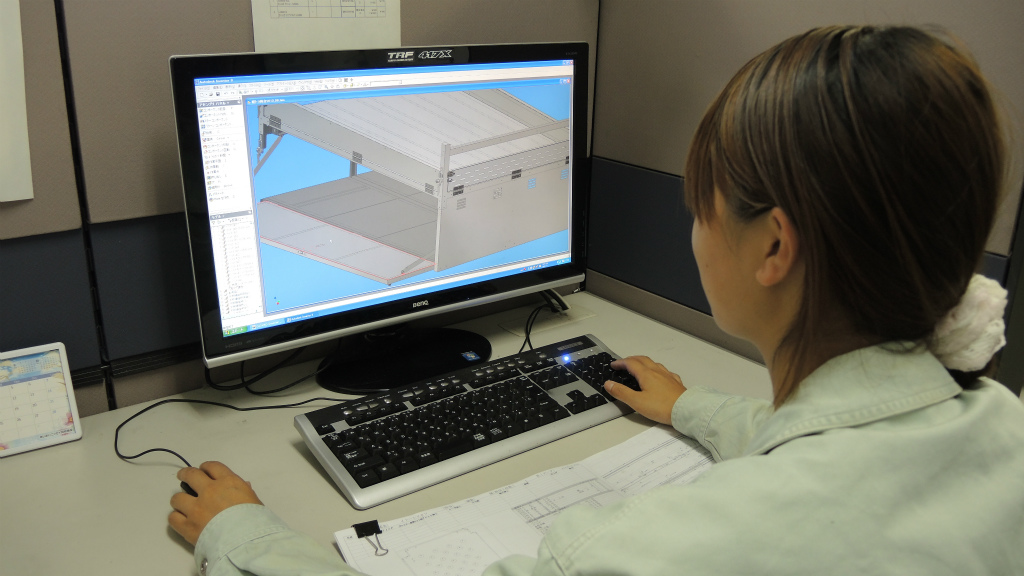 |
お客様からお預かりした図面やCADデータ を元に3次元CAD、2次元CADを使用して 板金展開をしデジタルデータ作成を行います。 ※受け入れ可能データ形式 2D;DXF、DWG 3D;STEP等各種データ |
| ▼ 抜き加工 (レーザー) | |
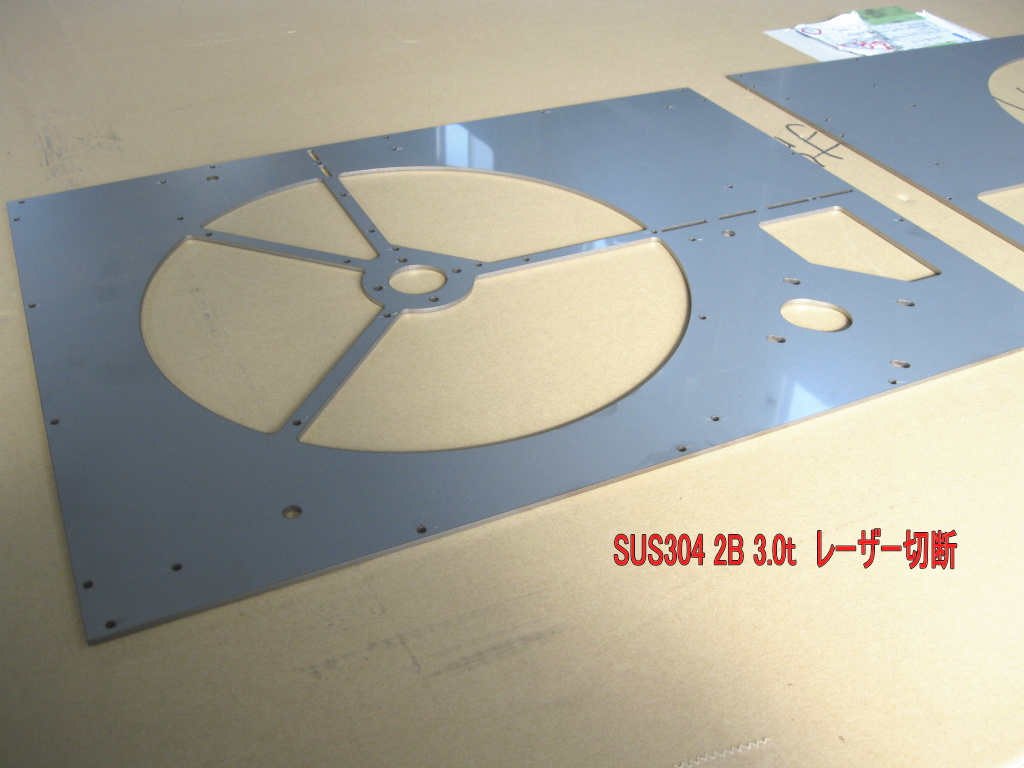 |
レーザー切断加工 レーザー加工機にて切断加工ができます。 高精度、ブリリアントカットによる 美しい切断面、少ないテーパー度 等良好な加工が可能です。 加工可能板厚は ステンレス(SUS)の場合、0.01t~15.0t, 鉄(SS)の場合0.3t~25tになります。 特に板厚以下の小穴、タップ下穴開け等、 高精密加工を得意としております。 また、0.01mm等の極薄板加工も得意と しています。アクリル材MDF材等の 非金属加工も精度良く加工できます!! |
 |
▼ SS12t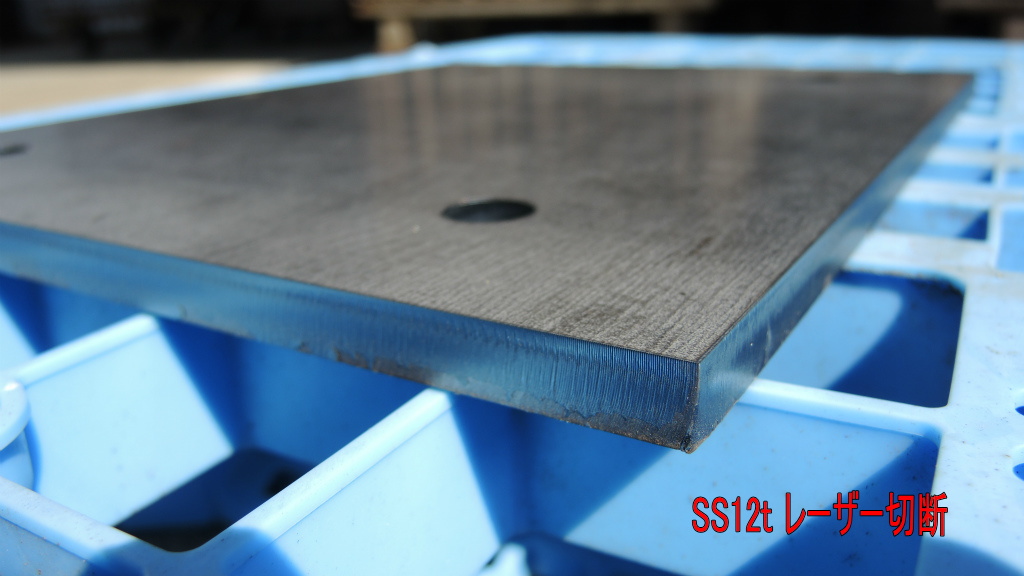 |
▼アクリルレーザー切断 2t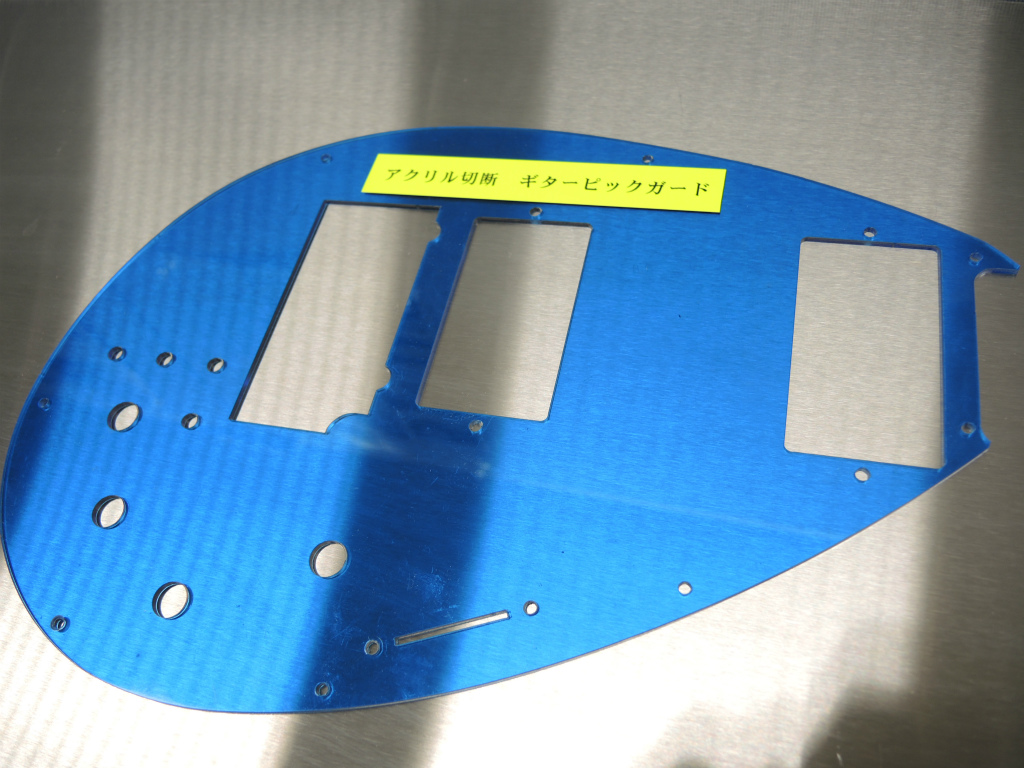 |
▼アクリルレーザー切断 5t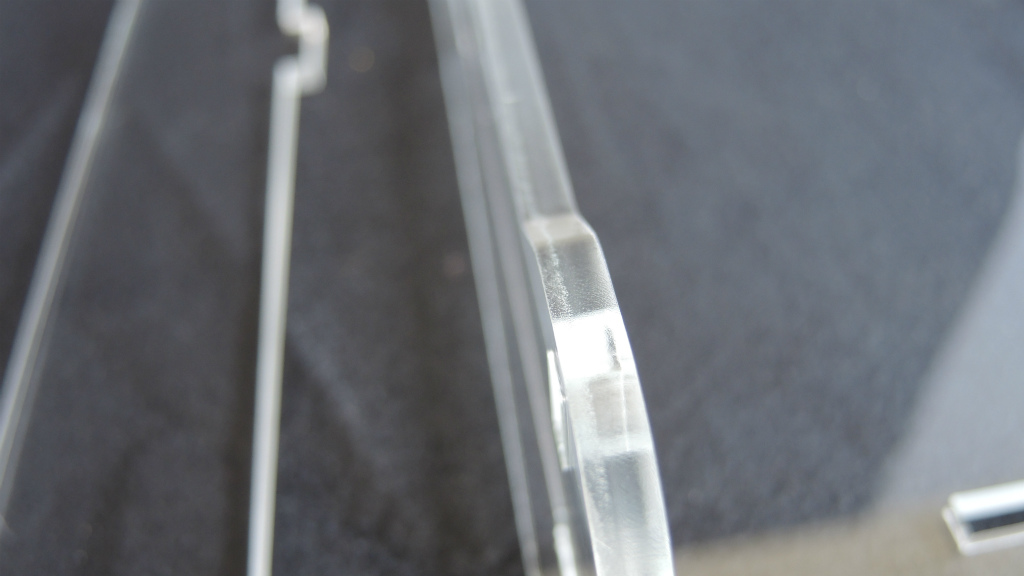 |
| ▼ 抜き加工 (タレパン) | |
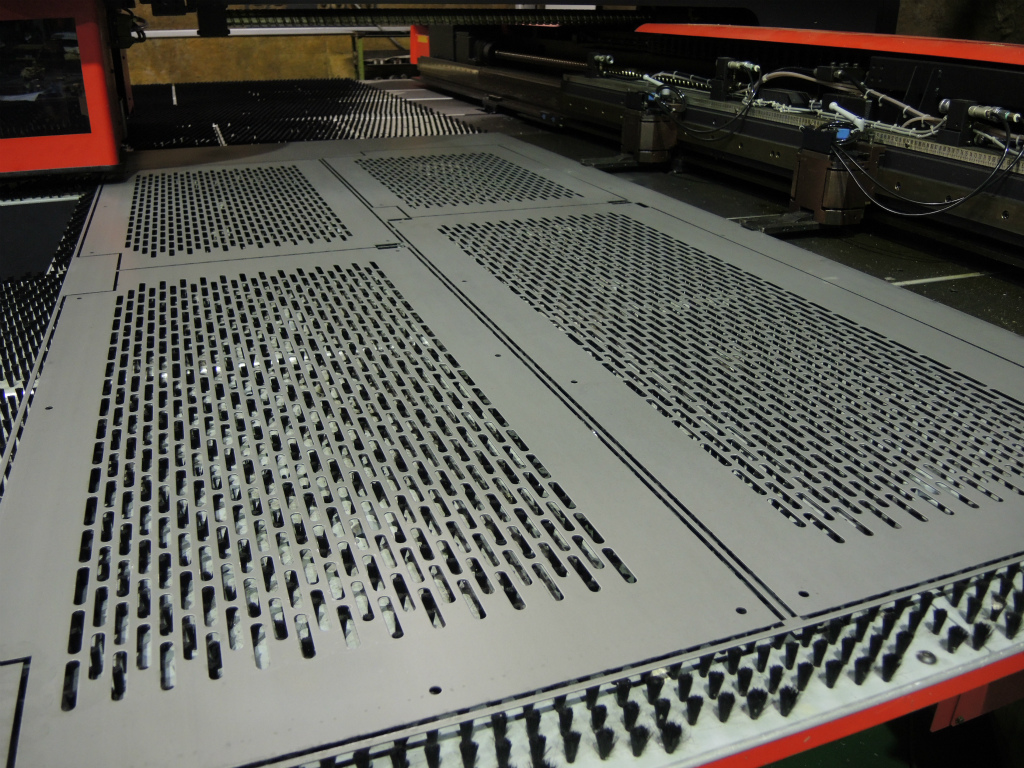   |
金型抜き加工 ターレットパンチプレスで様々な形状、 大きさの金型を使い、穴を開けたり 追い抜き加工ができます。 ランス、皿穴、タップ加工 特殊オーダー成形も行っています。 |
   |
ランス成形加工 ターレットパンチプレスにてカバー内部等の 熱逃がし等に有効なランス加工もできます。 金型にて成形穴が1個づつできます。 左画像中、単発抜き(右側列)や 連続抜き(右側列)ができますので ルーバー加工よりも開口面積を大きくでき、 成形ツバ部を内側、外側のどちらに設定 しても屋外での使用の際に雨が入らない事が 特徴です。 ※板厚等制限がございますのでご相談下さい。 |
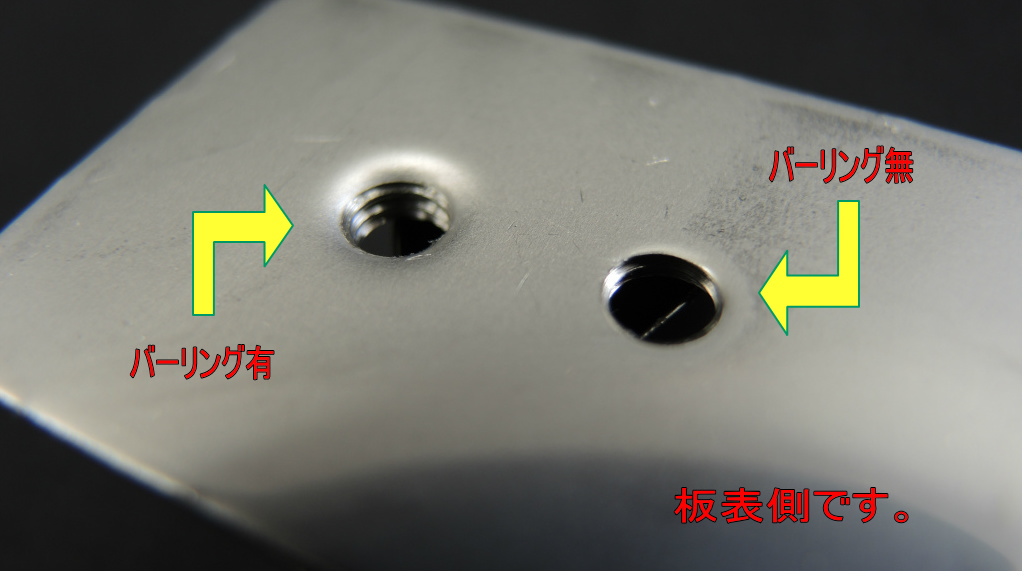 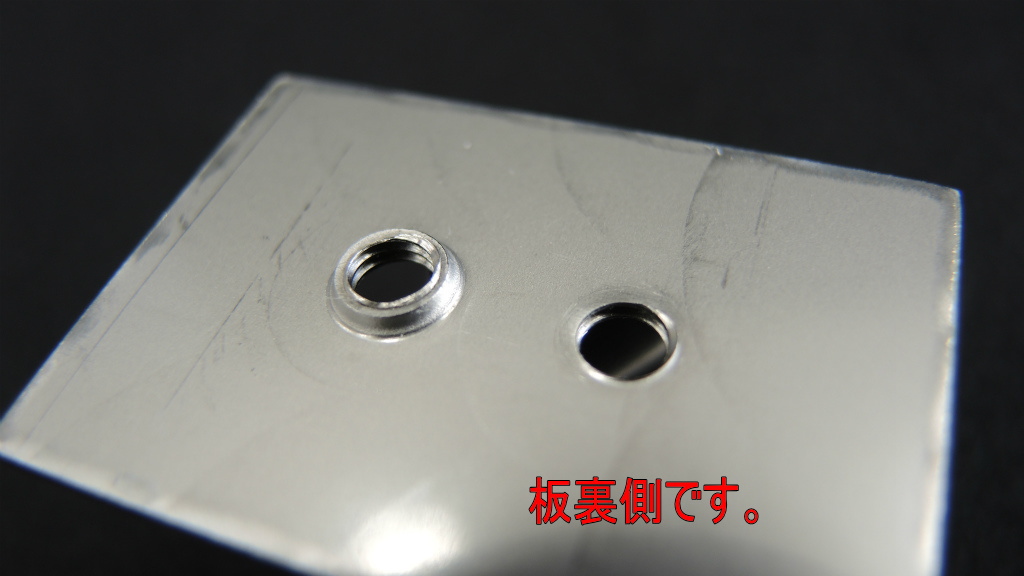 |
バーリング成形加工 薄板にタップ穴を開けたいがそのままでは ネジ山が少なくしっかりネジが止まらなく なる場合があります。その時に バーリング加工を施すと板厚を上げる事 なくタップ穴部分のみ厚みが増しますので しっかりとネジを止める事ができます。 ※板厚等制限がございますのでご相談下さい。 |
 |
皿穴成形加工 切削ではなくターレットパンチプレスにて 様々なサイズの皿穴を成形加工ができます。 キレイで均一な仕上げになります。 ※板厚等制限がございますのでご相談下さい。 |
| ▼ 曲げ加工 | |
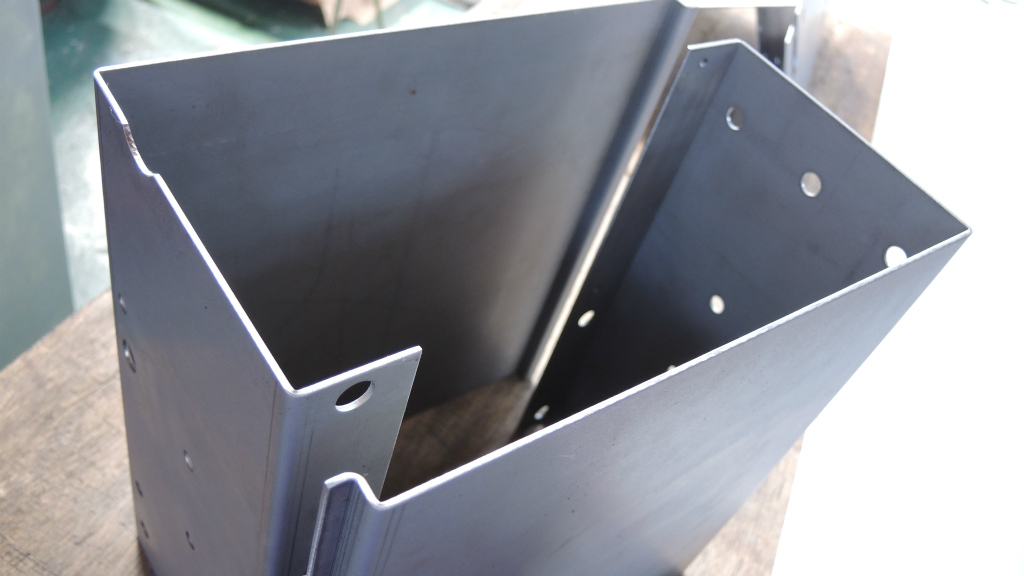  |
曲げ加工 ベンディングマシンにて様々な形状の 金型を使い、曲げ加工を行います。 90度曲げ、鈍角、鋭角、R曲げ、円錐、 角丸等精度の高い曲げが自慢です!! お気軽にご相談下さい。 最大板厚6mm 加工可能長さ3000mmまで |
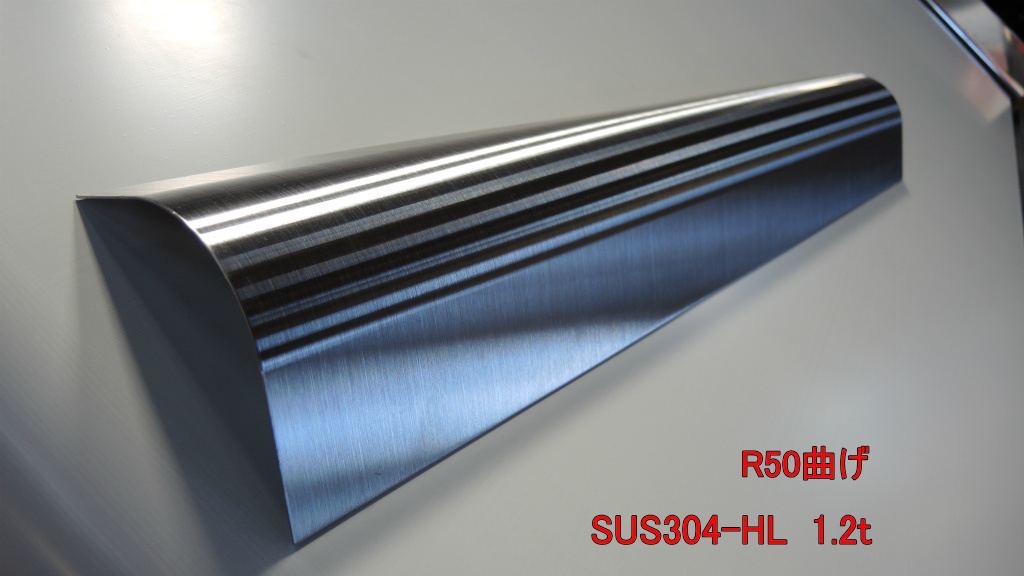   |
R曲げ加工,テーパー曲げ 円筒曲げ等 通常はR形状に合わせた専用の金型を使い 曲げ加工をしますが専用金型の無いR形状 でも精度良くキレイな曲げが可能です!! 新規金型代がかからずコストダウンに 繋がります! |
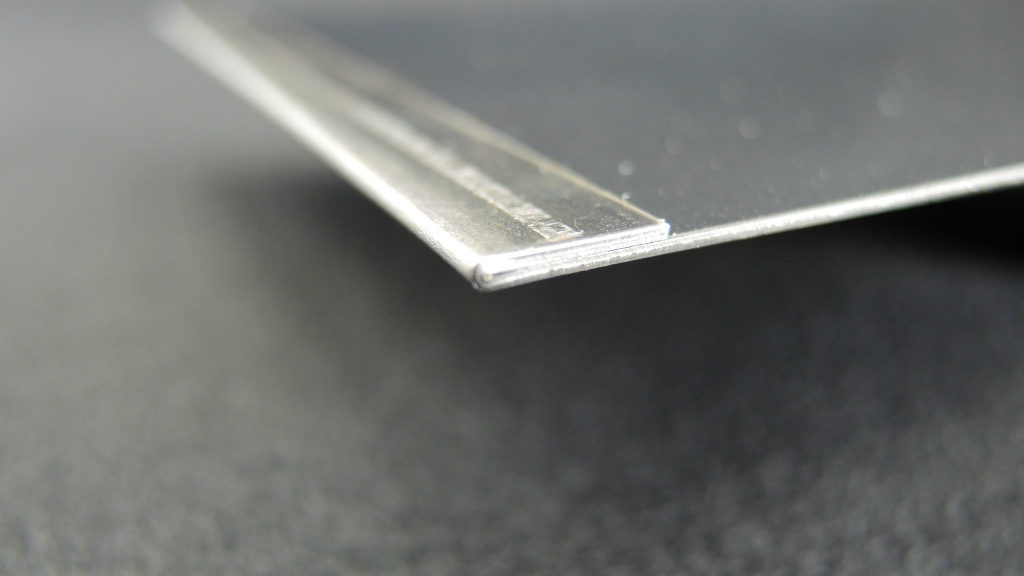 |
ヘミング加工 板の端を折り返して強度を上げたり、 薄板で手を切る等のケガ防止ができます。 |
| ▼ 組立加工 | |
| いろいろな形状に加工した板等を溶接接合やリベット、ボルト等を使い組立をします。 溶接はTIG(ティグ)溶接、MIG(ミグ)溶接、YAG(ヤグ)溶接、スポット溶接と要所に分けて使います。 機械の性能もさることながらそれを活かす弊社職人の経験や技術が自慢です!! |
|
 |
 |
 |
 |
| ▲MIG(ミグ)溶接組立 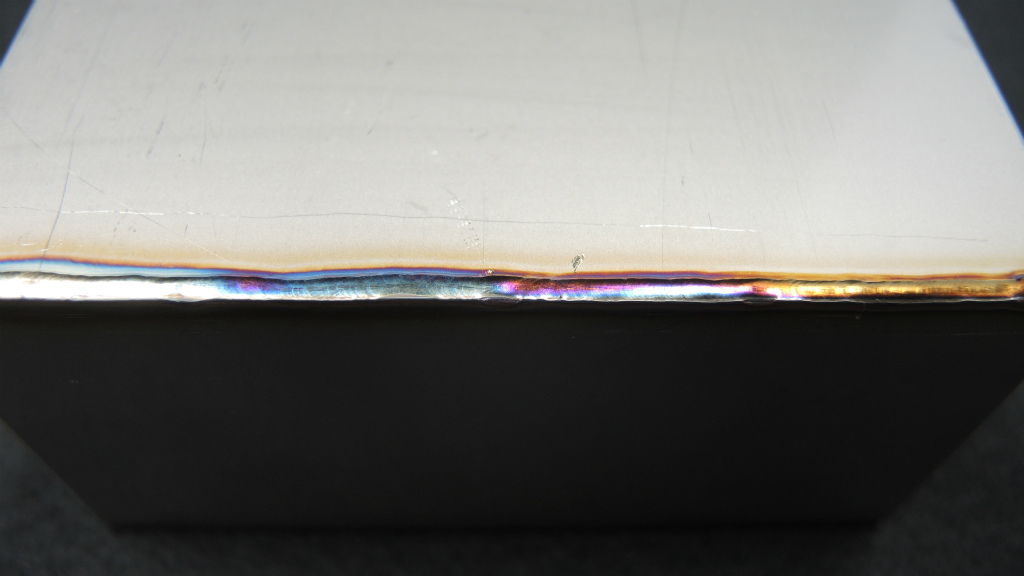 |
 ▲TIG(ティグ)溶接組立 |
 |
← リベット止め 様々な材質、大きさのリベットを使用し 板を固定します。 |
| ▼ 仕上げ | |
 |
バリ取り機、サンダー等でバリを取ったり、 バフ研磨仕上げをしキレイに仕上げます。 溶接焼けは酸洗いや電解研磨を行い 仕上げます。特に弊社の電解研磨は 中性液を使用する為作業者が安全に 作業でき、製品にも環境にも優しく 非常にキレイな仕上げとなります。 さらに不動態皮膜が形成されて 耐食性が向上します。 |
 |
|
 |
|
{kind=link}
{kind=link}
{kind=link}
株式会社イトーレイネツ
営業時間 8:00~17:00
定休日 第二,四土曜日、日曜祝日
〒513-0032
三重県鈴鹿市池田町1130-1
TEL 059-382-1578
FAX 059-381-0055
E-mail info@i-rt.co.jp